




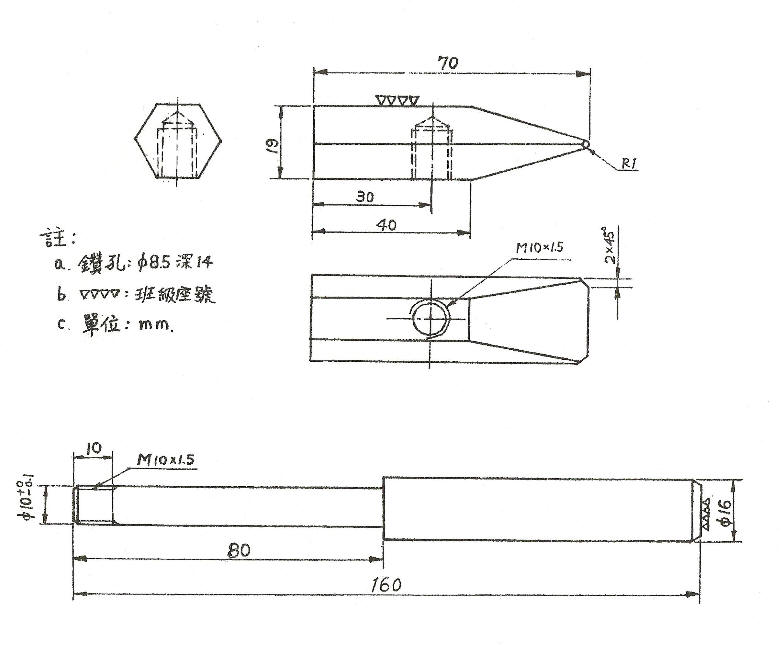
工件一、(六角棒)
1. 取基準面(須平整)畫線
2. 在鑽孔位置打中心點
3. 鑽直徑8.5mm 深14mm之孔
4. 手工操作螺絲攻,攻M10X1.5內螺紋
5. 手工鋸切斜面; 需預留銼削或銑削材料
6. 用手工銼削斜面至尺度線,或用銑床加工至尺度線
7. 用銼刀銼倒角
8. 用銼刀銼R1的圓角
9. 用數字鋼模打班級座號
10 . 修整毛邊及磨亮
工件二、(圓棒)
A. 直徑16mm端
1. 夾工作物於車床夾頭,露出約一半長度
2. 車削端面至平整即可
3. 車倒角
4. 拆工作物
B. 直徑10mm端
1. 畫長度80mm及160mm之線
2. 夾工作物於車床夾頭,使80mm之線露出夾頭10mm
3. 車削端面至總長160mm之線
4. 車外徑(分二次切削)至直徑10mm尺寸(注意公差範圍),長度至80mm之線
5. 車倒角
6. 拆工作物
7. 手工操作螺絲鏌,加工M10X1.5外螺蚊
8. 用數字鋼模打班級座號
9 . 修整毛邊及磨亮